-
管管���、管板自動(dòng)焊接設(shè)備已被廣泛應(yīng)用于管道工程安裝、換熱器管板焊接�、機(jī)械設(shè)備加工等諸多方面,它小巧輕便����、易操作的使用性能,高效高品質(zhì)的焊接能力得到了大家的認(rèn)可��,但是由于焊接作業(yè)所面臨的情況較復(fù)雜�����,在短時(shí)期還不具備焊接設(shè)備采購條件,項(xiàng)目周期又需
發(fā)布時(shí)間:2023-04-15 點(diǎn)擊次數(shù):314
-
管道自動(dòng)焊機(jī)焊接技術(shù)填絲操作方法有兩種:內(nèi)填絲操作法和外填絲操作法�����。內(nèi)填絲操作法是焊絲從對(duì)口間隙伸入管內(nèi)��,電弧在管外坡口上燃燒���,焊絲在管內(nèi)熔化���,整個(gè)焊接過程分段進(jìn)行。該操作方法有兩個(gè)優(yōu)點(diǎn):一是打底縫背面均勻地略為凸起�����,仰焊部分不會(huì)出現(xiàn)內(nèi)凹�;
發(fā)布時(shí)間:2020-11-30 點(diǎn)擊次數(shù):367
-
管板自動(dòng)焊廠家介紹防范措施⑴焊接切割作業(yè)時(shí),將作業(yè)環(huán)境10M范圍內(nèi)所有易燃易爆物品清理干凈��,應(yīng)注意檢查作業(yè)環(huán)境的地溝����、下水道內(nèi)有無可燃液體和可燃?xì)怏w��,以及是否有可能泄漏到地溝和下水道內(nèi)可燃易爆物質(zhì)��,以免由于焊渣���、金屬火星引起災(zāi)害事故����。⑵高空
發(fā)布時(shí)間:2020-11-13 點(diǎn)擊次數(shù):266
-
管板自動(dòng)焊廠家介紹焊接變位機(jī)技術(shù)要求1、回轉(zhuǎn)驅(qū)動(dòng)(1)回轉(zhuǎn)驅(qū)動(dòng)應(yīng)實(shí)現(xiàn)無級(jí)調(diào)速��,并可逆轉(zhuǎn)����。(2)在回轉(zhuǎn)速度范圍內(nèi),承受最大載荷時(shí)轉(zhuǎn)速波動(dòng)不超過5%����。2、傾斜驅(qū)動(dòng)(1)傾斜驅(qū)動(dòng)應(yīng)平穩(wěn)���,在最大負(fù)荷下不抖動(dòng)�����,整機(jī)不得傾覆����。最大負(fù)荷Q超過25kg的,
發(fā)布時(shí)間:2019-10-29 點(diǎn)擊次數(shù):92
-
管板自動(dòng)焊機(jī)適用范圍1.可焊工件情況:1.1.管子直徑:標(biāo)配范圍Φ19-Φ80mm(超出φ80以上加大光碼盤和大燕尾槽��,收取非標(biāo)改裝成本費(fèi))1.2.管子厚度:管伸出2-5mm�;管平齊1.5-5mm;1.3.管子材質(zhì):不銹鋼����,
發(fā)布時(shí)間:2019-11-26 點(diǎn)擊次數(shù):234
-
管板自動(dòng)焊廠家介紹切割機(jī)應(yīng)用發(fā)展概述在機(jī)械加工過程中,板材切割常用方式有手工切割����、半自動(dòng)切割機(jī)切割及數(shù)控切割機(jī)切割。手工切割靈活方便��,但手工切割質(zhì)量差�����、尺寸誤差大����、材料浪費(fèi)大����、后續(xù)加工工作量大��,同時(shí)勞動(dòng)條件惡劣����,生產(chǎn)效率低。半自動(dòng)切割機(jī)中仿
發(fā)布時(shí)間:2019-07-27 點(diǎn)擊次數(shù):329
-
管板自動(dòng)焊廠家介紹焊接滾輪架制造結(jié)構(gòu)1����、防竄機(jī)械執(zhí)行機(jī)構(gòu)焊件在滾輪架上的軸向竄動(dòng)��,其焊件本身是在作螺旋運(yùn)動(dòng)���,如能采取措施���,把焊接滾輪架焊件的左旋及時(shí)地改為右旋或?qū)⒂倚臑樽笮敝梁讣辉僮髀菪\(yùn)動(dòng)為止�。目前,已有三種執(zhí)行機(jī)構(gòu)可完成此任務(wù):
發(fā)布時(shí)間:2023-05-15 點(diǎn)擊次數(shù):148
-
管板自動(dòng)焊廠家介紹焊接變位機(jī)發(fā)展現(xiàn)狀在我國(guó)�����,焊接變位機(jī)也已悄然成為制造業(yè)的一種不可缺少的設(shè)備,在焊接領(lǐng)域把它劃為焊接輔機(jī)����。近幾年來,這一產(chǎn)品在我國(guó)工程機(jī)械行業(yè)��,有了較大的發(fā)展����,獲得了廣泛的應(yīng)用。就型式系列和品種規(guī)格而言��,已問世的�����,約有十余個(gè)
發(fā)布時(shí)間:2019-06-18 點(diǎn)擊次數(shù):444
-
等離子自動(dòng)焊焊接變位機(jī)技術(shù)要求1�、回轉(zhuǎn)驅(qū)動(dòng)(1)回轉(zhuǎn)驅(qū)動(dòng)應(yīng)實(shí)現(xiàn)無級(jí)調(diào)速,并可逆轉(zhuǎn)�。(2)在回轉(zhuǎn)速度范圍內(nèi),承受最大載荷時(shí)轉(zhuǎn)速波動(dòng)不超過5%����。2、傾斜驅(qū)動(dòng)(1)傾斜驅(qū)動(dòng)應(yīng)平穩(wěn),在最大負(fù)荷下不抖動(dòng)�����,整機(jī)不得傾覆����。最大負(fù)荷Q超過25kg的,應(yīng)具有
發(fā)布時(shí)間:2020-02-03 點(diǎn)擊次數(shù):234
-
管板自動(dòng)焊廠家介紹電焊基本操作電焊操作是在面罩下觀察和進(jìn)行的���。由于視野不清�����,工作條件較差����,因此要保證焊接質(zhì)量�����,不僅要有較為熟練的操作技術(shù)�,還應(yīng)高度集中注意力��。焊接前,應(yīng)把工件接頭兩側(cè)20mm范圍內(nèi)的表面清理干凈(如消除鐵銹����、油污、水分)�,并
發(fā)布時(shí)間:2023-05-31 點(diǎn)擊次數(shù):133
-
管板自動(dòng)焊廠家介紹焊接系統(tǒng)的特點(diǎn)系統(tǒng)結(jié)構(gòu)特點(diǎn)1.機(jī)械裝置點(diǎn)焊機(jī)系統(tǒng)由機(jī)械裝置、供電裝置���、控制裝置三大部分組成��。點(diǎn)焊機(jī)為了適應(yīng)焊接工藝要求�����,加壓機(jī)構(gòu)(焊鉗)采用了雙行程快速氣壓傳動(dòng)機(jī)構(gòu)��,通過切換行程控制手柄改變焊鉗開口度�,可分為大開和小開來
發(fā)布時(shí)間:2020-09-26 點(diǎn)擊次數(shù):139
-
管板自動(dòng)焊廠家介紹平口機(jī)該如何用讓平口機(jī)更加耐用的措施有以下幾種:首先是操作平口機(jī)時(shí)在機(jī)器技術(shù)參數(shù)范圍內(nèi)進(jìn)行平口的工作����,做到以下三不操作平口機(jī)不超時(shí),不超載����,不過載的進(jìn)行作業(yè),其次是勤換刀片,到加工平口時(shí)平口刀片變紅厲害�����,加工聲音明顯變大就
發(fā)布時(shí)間:2019-04-27 點(diǎn)擊次數(shù):300
-
管板自動(dòng)焊廠家介紹焊接工藝操作方法金屬焊接方法有40種以上�����,主要分為熔焊�、壓焊和釬焊三大類。熔焊熔焊是在焊接過程中將工件接口加熱至熔化狀態(tài)���,不加壓力完成焊接的方法���。熔焊時(shí),熱源將待焊兩工件接口處迅速加熱熔化��,形成熔池�。熔池隨熱源向前移動(dòng)���,冷
發(fā)布時(shí)間:2020-10-17 點(diǎn)擊次數(shù):462
-
管板自動(dòng)焊廠家介紹發(fā)展歷史19世紀(jì)末之前����,唯一的焊接工藝是鐵匠沿用了數(shù)百年的金屬鍛焊。最早的現(xiàn)代焊接技術(shù)出現(xiàn)在19世紀(jì)末�,先是弧焊和氧燃?xì)夂福院蟪霈F(xiàn)了電阻焊�����。20世紀(jì)早期�,第一次世界大戰(zhàn)和第二次世界大戰(zhàn)中對(duì)軍用設(shè)備的需求量很大,與之相應(yīng)的
發(fā)布時(shí)間:2023-05-15 點(diǎn)擊次數(shù):157
-
管板自動(dòng)焊接設(shè)備在全位置焊中的應(yīng)用以及價(jià)值第一�,在全位置焊中應(yīng)用自動(dòng)焊接設(shè)備,焊接執(zhí)行部件采取旋轉(zhuǎn)副驅(qū)動(dòng)的方式����,對(duì)焊槍姿態(tài)進(jìn)行靈活且合理地改變,有利于全位置焊接工作的進(jìn)行��。同時(shí)在驅(qū)動(dòng)相同焊接執(zhí)行部件的時(shí)候��,還可減小電機(jī)功率�����。在應(yīng)用中�,最好將
發(fā)布時(shí)間:2019-03-23 點(diǎn)擊次數(shù):174
-
管板自動(dòng)焊機(jī)焊接在檢測(cè)時(shí)該注意什么?管道焊接機(jī)在進(jìn)行焊縫檢驗(yàn)時(shí)要對(duì)管道焊接機(jī)的焊縫事先清洗掉諸如熔渣���、飛濺物等雜質(zhì)��,然后對(duì)焊縫的外觀進(jìn)行檢查�。外觀檢查合格后接下來才能進(jìn)行無損檢測(cè)��。如果在對(duì)管道焊接機(jī)的焊縫檢查過程中發(fā)現(xiàn)它的外觀均勻一致�,可能
發(fā)布時(shí)間:2019-09-30 點(diǎn)擊次數(shù):132
-
管板自動(dòng)焊廠家介紹自動(dòng)焊機(jī)和分類自動(dòng)焊機(jī)(AutomaticweldingSpecialequipment)是為特定的工件和一定形狀的焊接接頭而專門設(shè)計(jì)的焊接自動(dòng)化設(shè)備??梢酝ㄟ^電氣控制,氣動(dòng)控制和液壓控制技術(shù)�����,實(shí)現(xiàn)對(duì)電動(dòng)機(jī)���、氣動(dòng)執(zhí)行
發(fā)布時(shí)間:2019-03-09 點(diǎn)擊次數(shù):248
-
管道自動(dòng)焊的優(yōu)點(diǎn)(1)降低生產(chǎn)成本��,提高勞動(dòng)效率�����。目前在東營(yíng)項(xiàng)目應(yīng)用的管道埋弧自動(dòng)焊技術(shù)���,半天時(shí)間完成4道外徑24吋(φ630毫米)、壁厚20毫米的管道焊縫的填充����、蓋面操作,綜合效率約為手工焊接的4至6倍���。(2)可以超時(shí)間運(yùn)轉(zhuǎn)��,實(shí)現(xiàn)人歇機(jī)不
發(fā)布時(shí)間:2020-11-30 點(diǎn)擊次數(shù):214
-
管板自動(dòng)焊如何保證焊接的強(qiáng)度和質(zhì)量為了焊接大直徑?jīng)_擊鉆和錐形管和法蘭�����,開發(fā)了帶槽板的自動(dòng)進(jìn)給焊接裝置�����,以提高焊接效率��,該裝置的自動(dòng)送料裝置及其電控系統(tǒng)的設(shè)計(jì)���,該裝置主要由框架加載機(jī)構(gòu)夾緊距離測(cè)量機(jī)構(gòu)焊槍運(yùn)動(dòng)機(jī)構(gòu)焊接機(jī)和控制柜組成,電子控制系
發(fā)布時(shí)間:2019-02-23 點(diǎn)擊次數(shù):269
-
管板自動(dòng)焊管子與管板焊接技術(shù)規(guī)程1范圍本標(biāo)準(zhǔn)規(guī)定了管板焊接的技術(shù)要求;本標(biāo)準(zhǔn)適用于管板的密封焊接工作;本標(biāo)準(zhǔn)的適用材料是換熱器管為鈦或不銹鋼,板為碳鋼��、鈦、不銹鋼或復(fù)合鋼;2規(guī)范性引用文件下列文件中的條款通過本標(biāo)準(zhǔn)的引用而成為
發(fā)布時(shí)間:2020-02-28 點(diǎn)擊次數(shù):305
-
在長(zhǎng)輸管道施工中��,采用自動(dòng)焊接機(jī)進(jìn)行上焊���、下焊�、手工半自動(dòng)焊���、氣體保護(hù)焊���、自動(dòng)焊、擠壓電阻焊等多種焊接方法����。在我國(guó)值得推廣的是向下焊和手工半自動(dòng)焊?���?膳c管接頭、卷揚(yáng)機(jī)等先進(jìn)設(shè)備配合�����,實(shí)現(xiàn)長(zhǎng)輸管道施工的機(jī)械化流水作業(yè)施工�����。與氣體保護(hù)焊����、自動(dòng)焊
發(fā)布時(shí)間:2019-01-08 點(diǎn)擊次數(shù):164
-
自動(dòng)焊管機(jī)的特點(diǎn)全自動(dòng)管板焊機(jī)由GB-90管板焊機(jī)頭和WSM-400電源組成?�?捎糜?2mm~90mm鋼管外徑的自動(dòng)焊接�、延伸角焊接(外角焊)、平端焊接(平焊)�、內(nèi)角焊接(內(nèi)角焊)等??珊负辖痄摗⒉讳P鋼�、碳鋼等材料,管板自動(dòng)焊接的特點(diǎn)1�、數(shù)
發(fā)布時(shí)間:2019-11-23 點(diǎn)擊次數(shù):147
-
管板自動(dòng)焊廠家介紹自動(dòng)焊接機(jī)都有哪些種類?1.直縫自動(dòng)焊機(jī)���。直縫自動(dòng)焊機(jī)又叫縱縫自動(dòng)焊機(jī)��,用于圓筒的縱縫焊接與平板的縱縫對(duì)接��,是自動(dòng)焊機(jī)的一種�,它可以大量代替人工,降低勞動(dòng)成本�����,改善焊接工人的勞動(dòng)環(huán)境��。布洛爾激光直縫自動(dòng)焊機(jī)采用專用的夾具對(duì)
發(fā)布時(shí)間:2019-12-03 點(diǎn)擊次數(shù):349
-
管板自動(dòng)焊機(jī)性能特點(diǎn):◆數(shù)字化逆變TIG電源�����,適用于全位置直流/脈沖TIG���,可實(shí)現(xiàn)對(duì)焊接電流�����、速度和保護(hù)氣體的自動(dòng)控制◆高可靠性數(shù)字控制系統(tǒng)�����,響應(yīng)速度快����,控制精度高,性能穩(wěn)定�����,焊接成形及重現(xiàn)性好����?��!麸w機(jī)儀表式控制界面��,使用方便��,操作簡(jiǎn)單�?���!?
發(fā)布時(shí)間:2019-09-17 點(diǎn)擊次數(shù):104
-
管板自動(dòng)焊機(jī)性能特點(diǎn):◆數(shù)字化逆變TIG電源,適用于全位置直流/脈沖TIG,可實(shí)現(xiàn)對(duì)焊接電流�、速度和保護(hù)氣體的自動(dòng)控制◆高可靠性數(shù)字控制系統(tǒng),響應(yīng)速度快���,控制精度高�����,性能穩(wěn)定�����,焊接成形及重現(xiàn)性好���。◆飛機(jī)儀表式控制界面�����,使用方便���,操作簡(jiǎn)單�?�!?
發(fā)布時(shí)間:2018-11-28 點(diǎn)擊次數(shù):148
-
管板自動(dòng)焊廠家管束焊接時(shí)熱輸入不均勻?qū)е碌淖冃卧谝酝苁附拥倪^程中,焊工操作時(shí)從一端向另一端順序施焊����,從而使管板局部受熱嚴(yán)重,換熱器自動(dòng)焊管板自動(dòng)焊�����,焊接區(qū)溫度較高��,待焊接區(qū)溫度較低����,這樣由焊接引起的橫向收縮變形和縱向收縮變形導(dǎo)致了管板的
發(fā)布時(shí)間:2018-11-13 點(diǎn)擊次數(shù):122
-
管板自動(dòng)焊在進(jìn)行焊縫檢驗(yàn)時(shí)要對(duì)管道焊接機(jī)的焊縫事先清洗掉諸如熔渣�、飛濺物等雜質(zhì),然后對(duì)焊縫的外觀進(jìn)行檢查����。外觀檢查合格后接下來才能進(jìn)行無損檢測(cè)。如果在對(duì)管道焊接機(jī)的焊縫檢查過程中發(fā)現(xiàn)它的外觀均勻一致����,可能有一些不足的地方出現(xiàn)在焊縫和熱影響區(qū)
發(fā)布時(shí)間:2019-08-06 點(diǎn)擊次數(shù):150
-
管管自動(dòng)焊為你介紹自動(dòng)焊接專機(jī)的組成:焊接系統(tǒng)自動(dòng)焊接專機(jī)是用于自動(dòng)化生產(chǎn)的���,要求人工或者機(jī)械手上下工件,焊接工裝夾具自動(dòng)將工件固定�,定位,自動(dòng)啟動(dòng)焊接電源的電弧��,自動(dòng)送絲和焊槍或工件的自動(dòng)移動(dòng)�����,焊接完成后自動(dòng)退回��,人工或機(jī)械手取下工件�,其
發(fā)布時(shí)間:2018-11-08 點(diǎn)擊次數(shù):144
-
管板自動(dòng)焊廠家為你介紹管板焊機(jī)振蕩所產(chǎn)生的高頻干擾的消除在逆變電源開關(guān)管和二次整流二極管的兩端分別并接RC吸收電路,抑制浪涌電壓���。在二次整流回路中串接帶可飽和磁心的線圈����。這是因?yàn)榭娠柡痛判木€圈在通過正常電流時(shí)磁心飽和�����,電感量很小,不會(huì)影響電
發(fā)布時(shí)間:2018-11-06 點(diǎn)擊次數(shù):148
-
管板自動(dòng)焊機(jī)有哪些優(yōu)勢(shì)��?焊接質(zhì)量怎么樣���?焊接速度快�,成型美觀����,焊縫嚴(yán)實(shí),關(guān)鍵操作簡(jiǎn)便沒有焊接經(jīng)驗(yàn)的人培訓(xùn)一周左右就可以自主操作���,能給企業(yè)節(jié)省很大的開資�,目前換熱器用管板焊機(jī)也是一種趨勢(shì)�,同時(shí)也是現(xiàn)實(shí)換熱器企業(yè)的實(shí)力象征吧。給你簡(jiǎn)單介紹一下管
發(fā)布時(shí)間:2018-10-30 點(diǎn)擊次數(shù):168
-
管板自動(dòng)焊機(jī)在進(jìn)行焊縫檢驗(yàn)時(shí)要對(duì)管板自動(dòng)焊機(jī)的焊縫事先清洗掉諸如熔渣����、飛濺物等雜質(zhì),然后對(duì)焊縫的外觀進(jìn)行檢查�。外觀檢查合格后接下來才能進(jìn)行無損檢測(cè)�����。如果在對(duì)管板自動(dòng)焊機(jī)的焊縫檢查過程中發(fā)現(xiàn)它的外觀均勻一致�����,可能有一些不足的地方出現(xiàn)在焊縫和熱
發(fā)布時(shí)間:2019-07-17 點(diǎn)擊次數(shù):122
-
管板自動(dòng)焊焊接的管板防腐蝕相關(guān)知識(shí)(1)介質(zhì)成分和濃度:濃度的影響不一����,換熱器管板自動(dòng)焊�����,例如在鹽酸中����,一般濃度越大腐蝕越嚴(yán)重。碳鋼和不銹鋼在濃度為50%左右的硫酸中腐蝕嚴(yán)重��,而當(dāng)濃度增加到60%以上時(shí)�����,腐蝕反而急劇下降��;(2)雜質(zhì):有害雜
發(fā)布時(shí)間:2018-10-18 點(diǎn)擊次數(shù):95
-
管板自動(dòng)焊的優(yōu)勢(shì):焊接速度快,成型美觀�,焊縫嚴(yán)實(shí).1.該系統(tǒng)針對(duì)鍋爐、化工行業(yè)換熱器產(chǎn)品的焊接而設(shè)計(jì)����,主要包括電源(含控制系統(tǒng)和水冷系統(tǒng))、機(jī)頭及焊接操作架��;2.根據(jù)客戶的焊接工藝要求可選擇自熔/加絲�����,直流/脈沖焊接方式����,無纏繞水電氣的核心
發(fā)布時(shí)間:2018-10-16 點(diǎn)擊次數(shù):122
-
管管自動(dòng)焊接設(shè)備保養(yǎng)和保管方法:全位置管焊設(shè)備的保養(yǎng)?全位置自動(dòng)化管焊設(shè)備屬于高精密焊接設(shè)備,嚴(yán)禁野蠻操作�;焊接機(jī)頭在使用時(shí)切勿隨意碰撞和亂丟、亂放��;?設(shè)備使用后用干布將機(jī)頭擦拭(禁用濕布和化學(xué)用品擦拭)�,然后放入指定工具內(nèi)����;設(shè)備管理員每三
發(fā)布時(shí)間:2023-02-28 點(diǎn)擊次數(shù):336
-
焊接機(jī)器人焊縫跟蹤技術(shù)的發(fā)展?fàn)顩r及趨勢(shì)聲學(xué)傳感器尤其是超聲波傳感器結(jié)構(gòu)簡(jiǎn)單���、精度高���、價(jià)格便宜。超聲波傳感器由超聲波發(fā)生及接收裝置組成����。超聲波傳感器的測(cè)量精度主要取決于超聲波的頻率,專業(yè)管板自動(dòng)焊�����,頻率越高�����,誤差越小��,一般超聲波的
發(fā)布時(shí)間:2018-10-08 點(diǎn)擊次數(shù):163
-
管板自動(dòng)焊焊接接頭形式有對(duì)接接頭、搭接(或稱套接)接頭�����、管子縱向?qū)咏宇^和管子與法蘭的角接接頭等����。當(dāng)管子壁厚大于3mm是應(yīng)打坡頭焊接。當(dāng)工作壓力大于4Mpa是���,要求有優(yōu)良的焊接質(zhì)量��。如焊接處需加墊圈時(shí)�,墊圈的材質(zhì)應(yīng)37.與管子材質(zhì)相同牌
發(fā)布時(shí)間:2018-09-04 點(diǎn)擊次數(shù):292
-
其實(shí)不用我們說,周邊的朋友對(duì)于等離子焊機(jī)也還是有一定了解的����,那么你知道我們應(yīng)該要怎樣來操作等離子焊機(jī)才正確嗎。另外我們還應(yīng)該要看看���,要想等離子焊機(jī)能夠有比較好的發(fā)展���,我們又應(yīng)該要做些什么,這幾個(gè)方面的內(nèi)容對(duì)我們的幫助還是比較大的����。1、&n
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):142
-
不知道大家對(duì)于等離子自動(dòng)焊的了解有多少����,但是如果說你想要比較好的來利用等離子自動(dòng)焊進(jìn)行作業(yè)的話,那勢(shì)必多少我們還是應(yīng)該要知道一些相關(guān)方面的內(nèi)容的����。下面就讓我們一起來看看具體的介紹吧,說不定會(huì)有對(duì)大家作業(yè)有幫助的信息����。1、等離子
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):130
-
不知道大家對(duì)于等離子焊機(jī)的了解有多少���,如果說你想要比較好的來完成對(duì)等離子焊機(jī)的操作���,那自然我們也應(yīng)該要知道他的性能是怎么樣的����。平常我們也應(yīng)該要做好對(duì)等離子焊機(jī)的保養(yǎng)工作���,這也是不能少的�,下面就讓我們一起來看看具體的內(nèi)容吧�。1、
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):129
-
管板自動(dòng)焊機(jī)適應(yīng)范圍管板自動(dòng)焊機(jī)���,化工�、鍋爐等換熱器用管板焊機(jī)�。適應(yīng)范圍:鍋爐、化工�、熱交換、空調(diào)����、核電等焊接工藝:全位置鎢極直流/脈沖氬弧焊(送絲或不送絲自熔)可焊材質(zhì):碳鋼、不銹鋼����、鈦合金接頭形式:管伸出���、管平齊、管內(nèi)縮管板連
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):147
-
在壓力容器制造中��,往往由于組裝與施焊的順序不當(dāng)����,以及焊接工藝參數(shù)選擇的不合理�,易引起管板焊接變形,導(dǎo)致密封不嚴(yán)��,管子拉脫?��,F(xiàn)將如何控制壓力容器管板焊接變形及其正確工藝說明如下���。管板焊接變形的形式及原因:管板焊接變形常見的有二種形式:①拱形變
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):293
-
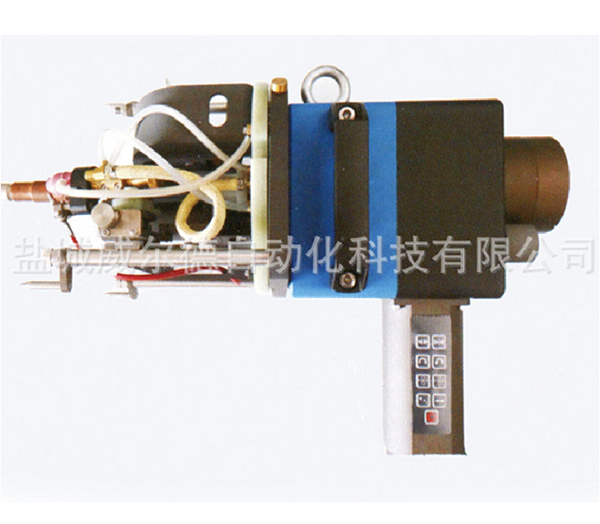
管板焊接的焊縫為圓形,在管子平放時(shí)���,進(jìn)行自動(dòng)化焊接�,必然會(huì)形成平焊�、仰焊、上坡焊和下坡焊�����,即全位置焊接。這是管板自動(dòng)焊工藝的顯著特點(diǎn)之一���。熔池金屬會(huì)受到重力�、電弧吹力和表面張力的綜合作用并隨焊接位置
發(fā)布時(shí)間:2019-08-10 點(diǎn)擊次數(shù):666
-
(1)焊機(jī)使用一種接法時(shí)�����,開關(guān)“K”和次級(jí)線圈的接線方法必須同步�,否則,不能達(dá)到焊機(jī)使用的技術(shù)要求��。(2)操作人員必須熟悉該焊機(jī)的性能���,按照焊機(jī)的操作規(guī)程和技術(shù)要求操作�。
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):242
-
1��、電源和控制柜一體化設(shè)計(jì)���,柜底裝有萬向輪���,可隨意移動(dòng)�。2�、焊機(jī)采用移動(dòng)機(jī)架三維坐標(biāo)以定位。3�、焊機(jī)采用七英寸彩色觸摸顯示屏,人機(jī)對(duì)話界面直觀��,參數(shù)查找�、修改、核查方便��。4����、焊機(jī)采用西門子PLC(可編程序控制器)�����,至少可儲(chǔ)存99種工藝參數(shù)���,
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):157
-
管板自動(dòng)焊機(jī)���,化工、鍋爐等換熱器用管板焊機(jī)����。適應(yīng)范圍:鍋爐����、化工���、熱交換��、空調(diào)����、核電等焊接工藝:全位置鎢極直流/脈沖氬弧焊(送絲或不送絲自熔)可焊材質(zhì):碳鋼��、不銹鋼�、鈦合金接頭形式:管伸出、管平齊�����、管內(nèi)縮管板連接形式����。詳細(xì)介紹:
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):183
-
高效節(jié)能電焊機(jī)的節(jié)能體現(xiàn)在空載時(shí)節(jié)能和負(fù)載時(shí)節(jié)能兩個(gè)方面?����?蛰d時(shí)電焊機(jī)可以將主電路、風(fēng)機(jī)等全部進(jìn)入停止?fàn)顟B(tài)����,空載功耗僅有幾瓦;電焊機(jī)負(fù)載時(shí)的效率比晶閘管整流焊機(jī)要高��。據(jù)有關(guān)參數(shù)統(tǒng)計(jì)����,2008年國(guó)焊接行業(yè)直流焊機(jī)的需求量為89萬臺(tái),若全部采用
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):230
-
1����、作業(yè)前�,應(yīng)清除上、下兩電極的油污���。通電后�,機(jī)體外殼應(yīng)無漏電��。2��、啟動(dòng)前,應(yīng)先接通控制線路的轉(zhuǎn)向開關(guān)和焊接電流的小開關(guān)��,調(diào)整好極數(shù)�����,再接通水源��、氣源���,最后接通電源����。3����、焊機(jī)通電后,應(yīng)檢查電氣設(shè)備����、操作機(jī)構(gòu)、冷卻系統(tǒng)��、氣路系統(tǒng)及機(jī)體外殼有無
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):579
-
一:操作者應(yīng)該注意使用自動(dòng)焊接設(shè)備的事項(xiàng)1.1應(yīng)檢查并確認(rèn)送絲滾輪的溝槽及齒紋完好,滾輪����、導(dǎo)電嘴(塊)磨損或接觸不良時(shí)應(yīng)更換。1.2作業(yè)前�,應(yīng)檢查減速箱油槽中的潤(rùn)滑油,不足時(shí)應(yīng)添加��。軟管式送絲機(jī)構(gòu)的軟管槽孔應(yīng)保持清潔�,并定期吹洗
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):153
-
管板焊機(jī)在市場(chǎng)上的受歡迎程度是大家有目共睹的,它能帶來理想的焊接質(zhì)量��,這也使得越來越多的朋友對(duì)它產(chǎn)生了興趣�。那大家知道管板焊機(jī)中降壓變壓器的存在嗎?今天就趁此機(jī)會(huì)介紹給大家認(rèn)識(shí)����。降壓變壓器是管板焊接中的主要部件之一,它存在的意義就是為了在特
發(fā)布時(shí)間:2019-08-03 點(diǎn)擊次數(shù):133
-
不知道大家對(duì)于等離子焊機(jī)的了解有多少����,但是如果說你想要利用他來進(jìn)行相關(guān)操作的話����,那勢(shì)必我們就應(yīng)該要知道如何來提升等離子焊機(jī)的功能,要是你對(duì)他都不夠了解的話那勢(shì)必我們就不能夠好好的來完成對(duì)等離子焊機(jī)的操作了,大家說是不是這樣�。1、
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):172
-
不知道大家對(duì)于等離子焊機(jī)的了解有多少�,但是如果說你想要利用他來進(jìn)行相關(guān)操作的話,那勢(shì)必我們就應(yīng)該要知道如何來提升等離子焊機(jī)的功能����,要是你對(duì)他都不夠了解的話那勢(shì)必我們就不能夠好好的來完成對(duì)等離子焊機(jī)的操作了,大家說是不是這樣�。1、
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):152
-
當(dāng)我們利用等離子自動(dòng)焊來進(jìn)行作業(yè)的時(shí)候��,那我們就應(yīng)該要知道哪些流程對(duì)他來說是應(yīng)該要經(jīng)歷的���,還有就是要看看對(duì)于等離子自動(dòng)焊來說����,他的作業(yè)條件又有哪些要求��,如果說我們能夠把這幾個(gè)方面的問題都弄清楚的話那勢(shì)必對(duì)我們的幫助也比較大�。1、
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):205
-
管管自動(dòng)焊機(jī)的用途很廣泛。不管是大的造船企業(yè)��、工礦企業(yè)和各種建筑企業(yè)管管自動(dòng)焊機(jī)是不可短少的東西�。管管自動(dòng)焊機(jī)是用于材料焊接的,在運(yùn)用時(shí)是帶電的���,尤其是一些小的施工單位為節(jié)省本錢購買廉價(jià)的管管自動(dòng)焊機(jī)�����,在施工現(xiàn)場(chǎng)惡劣的環(huán)境下運(yùn)用很簡(jiǎn)單引起觸
發(fā)布時(shí)間:2020-07-01 點(diǎn)擊次數(shù):235
-
焊接變形的基本形式有收縮變形�����、角變形��、彎曲變形��、波浪變形和扭曲變形等�����。焊接過程中,對(duì)焊件進(jìn)行不均勻加熱和冷卻��,是產(chǎn)生焊接應(yīng)力和變形的根本原因。減少焊接應(yīng)力與變形的工藝措施主要有:&nbs
發(fā)布時(shí)間:2019-07-30 點(diǎn)擊次數(shù):123
-
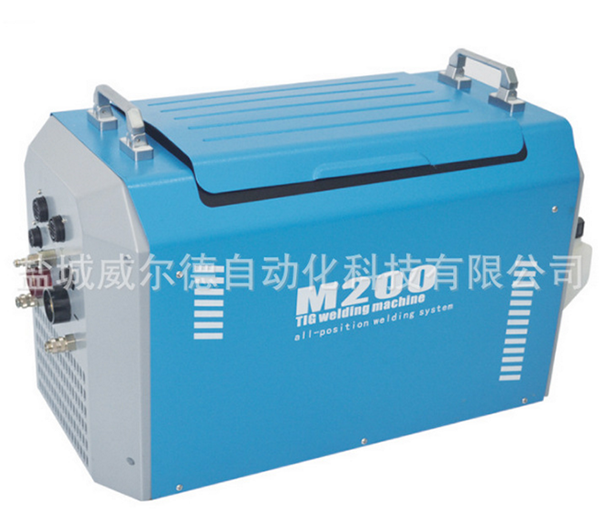
管板自動(dòng)焊機(jī)的焊接效率極高設(shè)備特點(diǎn):1.焊接過程自動(dòng)化完成�����,自動(dòng)化程度高����,焊接效率高。2.采用集流環(huán)結(jié)構(gòu)��,集成焊絲��、壓縮空氣及焊接氣體通路�,實(shí)現(xiàn)機(jī)頭無限回轉(zhuǎn)無纏繞。3.焊槍通過定位工裝實(shí)現(xiàn)自動(dòng)對(duì)位功能����,能補(bǔ)償管子傾斜3度以內(nèi)的不利影響。4.
發(fā)布時(shí)間:2020-07-01 點(diǎn)擊次數(shù):195
-
管板自動(dòng)焊機(jī)��,化工�����、鍋爐等換熱器用管板焊機(jī)�����。適應(yīng)范圍:鍋爐���、化工、熱交換�����、空調(diào)�����、核電等焊接工藝:全位置鎢極直流/脈沖氬弧焊(送絲或不送絲自熔)可焊材質(zhì):碳鋼���、不銹鋼�、鈦合金接頭形式:管伸出��、管平齊���、管內(nèi)縮管板連接形式����。詳細(xì)介紹:
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):125
-
管板自動(dòng)焊機(jī)中至關(guān)主要的環(huán)節(jié)第一�����、在管板焊接中至關(guān)主要的環(huán)節(jié): 首先在管殼式的換熱器和管板的連接是換熱器殼程和殼程之間最難解決的地方�����,因?yàn)閾Q熱器于管板之間的連接結(jié)構(gòu)和它的連接質(zhì)量都往往決定著熱換器的使用壽命和質(zhì)量?jī)?yōu)劣����,是換熱器生產(chǎn)中最為重
發(fā)布時(shí)間:2019-08-14 點(diǎn)擊次數(shù):309
-
受中國(guó)經(jīng)濟(jì)持續(xù)高速增長(zhǎng)及工業(yè)化、城市化�、現(xiàn)代化進(jìn)程加快的拉動(dòng),鐵路��、造船�����、石油管道����、建筑、汽車等一批關(guān)乎國(guó)計(jì)民生的行業(yè)對(duì)鋼材需求強(qiáng)勁���,為管板自動(dòng)焊機(jī)市場(chǎng)創(chuàng)造了巨大商機(jī)�����。號(hào)稱“工業(yè)縫紉機(jī)”的管道焊接設(shè)備是現(xiàn)代工業(yè)重要的工藝裝備���,廣泛應(yīng)用于這些
發(fā)布時(shí)間:2019-07-20 點(diǎn)擊次數(shù):298
-
管板自動(dòng)焊機(jī)性能特點(diǎn)◆實(shí)現(xiàn)全位置TIG管/板全自動(dòng)焊接����;◆管板自動(dòng)焊機(jī)自動(dòng)化程度高�,故障率低;◆電弧電流為直流/脈沖形式�,各參數(shù)均可單獨(dú)設(shè)定,熔池易控制�����,熔寬和熔深均勻一致����;◆管板自動(dòng)焊機(jī)采用自主研發(fā)的IGBT逆變式脈沖氬弧焊機(jī),焊
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):132
-
管板自動(dòng)焊:管板焊機(jī)TPO兼有乙丙橡膠的物理性能和聚丙烯的可焊接性����,不含增塑劑����,耐臭氧����、化學(xué)物質(zhì)及某些烴油�����,耐微生物侵蝕����,有耐火的產(chǎn)品,對(duì)環(huán)境友好���,紅色膜有反射太陽光功能��,節(jié)約能源���、減少鄉(xiāng)村熱島效應(yīng)明顯,可全部再生利用����,一種功
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):119
-
管管自動(dòng)焊機(jī):現(xiàn)在的管管自動(dòng)焊機(jī)在造船行業(yè)有了非常好的發(fā)展�����,也給這個(gè)行業(yè)帶來了革命性的改變����,隨著現(xiàn)在勞動(dòng)成本在不斷的增加����,所以很多造船的企業(yè)也開始使用一些自動(dòng)化的焊接技術(shù),未來的造船行業(yè)也會(huì)很大程度的提高這些競(jìng)爭(zhēng)的優(yōu)勢(shì)�����,會(huì)大大的
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):197
-
管板自動(dòng)焊機(jī)是由GB-90管板焊接機(jī)頭�,WSM-400電源組成?����?捎糜?2mm~90mm管外徑的管板全方位自動(dòng)焊接��;外伸角接(外角焊)����、平頭端接(平焊)�����、內(nèi)縮角接(內(nèi)角焊)等接頭形式����?��?珊附雍辖痄摗⒉讳P鋼及碳鋼等材質(zhì)�����,管板焊接特點(diǎn)�;高可靠
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):151
-
管管自動(dòng)焊機(jī)是運(yùn)用正負(fù)南北極在瞬間短路時(shí)發(fā)作的高溫電弧來熔化電焊條上的焊料和被焊材料,來到達(dá)使它們結(jié)合的意圖��。結(jié)構(gòu)十分簡(jiǎn)略�,就是一個(gè)大功率的變壓器,管管自動(dòng)焊機(jī)一般按輸出電源種類可分為兩種���,一種是交流電源的;一種是直流電的��。管管自動(dòng)焊機(jī)運(yùn)用
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):482
-
產(chǎn)品特色?特別適用于32mm(1.26英寸)以上大直徑管板焊接?AT80管板焊接機(jī)頭為全方位TIG焊接規(guī)劃的專用焊頭���,適用于16-80mm管外徑的全方位管板焊接���。(替換機(jī)頭定位設(shè)備,可將焊口規(guī)模擴(kuò)展到8mm)?可焊碳鋼�、不銹鋼、鈦合金
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):159
-
想必大家應(yīng)該對(duì)等離子焊接配件都不會(huì)陌生吧���,但是你知道具體我們應(yīng)該要如何來選購等離子焊接配件嗎�,除此之外我們還應(yīng)該要看看如何來發(fā)展等離子焊接配件會(huì)比較好�����,這幾個(gè)方面的內(nèi)容對(duì)于我們的使用來說都是比較關(guān)鍵的��,不知道大家怎么看�����。1、等
發(fā)布時(shí)間:2018-07-12 點(diǎn)擊次數(shù):106
于")






































焊")
 在線咨詢
在線咨詢












